Руководство по ежедневному техническому обслуживанию и ремонту кирпичеплавильного станка и управлению уязвимыми деталями.
Jul 09, 2026
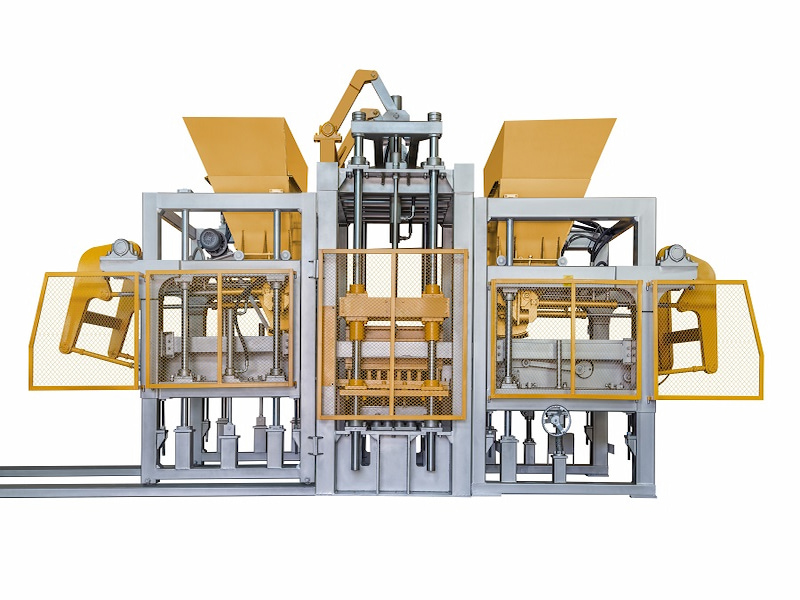
В качестве ядра оборудование линии по производству кирпичаРабочее состояние кирпичеплавильных машин напрямую влияет на качество продукции, эффективность производства и прибыль предприятия. В реальных производственных условиях отказы оборудования часто происходят неожиданно, в то время как многие проблемы предвидятся. В данной статье, сочетая распространенные типы отказов и опыт ежедневного технического обслуживания, представлен практический план ремонта и управления запасными частями для операторов и руководителей на производстве.I. Типичные неисправности и простые методы поиска и устранения неисправностей1. Неисправность датчикаДатчики — это «глаза» автоматической системы управления кирпичеплавильной машины. При неисправности оборудования или прекращении работы рабочего места первое, что следует заподозрить, — это неисправность датчика. Метод поиска и устранения неисправностей очень прост: проверьте человеко-машинный интерфейс блока управления, войдите в экран мониторинга ввода/вывода и понаблюдайте, является ли сигнал соответствующего датчика нормальным. Если сигнал датчика ненормальный, проверьте, не ослаблена ли проводка, не забита ли головка датчика посторонними предметами или не повреждена ли она. Это обычно позволяет быстро определить проблему.2. Отклонение параметров продукта и неконтролируемая влажность основного материала.Это одна из самых распространенных проблем в производстве. Когда заготовки кирпича демонстрируют отклонения в размерах, недостаточную прочность или дефекты внешнего вида, проблема часто заключается не в самом оборудовании, а в изменении параметров рецептуры или влажности сырья. В таких случаях рекомендуется немедленно записать четкое видео процесса изготовления кирпича и отправить его производителю оборудования. Профессиональные специалисты могут удаленно наблюдать за состоянием кирпича, чтобы определить, связана ли проблема с соотношением ингредиентов или отклонением параметров оборудования, а затем внести целенаправленные корректировки. В большинстве случаев удаленная консультация производителя может решить проблему, исключая необходимость ремонта на месте и значительно сокращая время простоя.3. Неисправности гидравлической системыГидравлическая система является основным источником энергии для кирпичного завода. При недостаточном давлении, вялой работе или утечках масла в первую очередь проверьте уровень гидравлического масла, температуру масла (не слишком ли она высока) и исправность системы охлаждения. Перед каждым запуском машины включайте манометр, чтобы убедиться, что рабочее давление соответствует заданному значению. Если гидравлическое масло изношено или уровень масла низкий, незамедлительно долейте или замените его на гидравлическое масло того же типа. Никогда не смешивайте масла разных марок или классов. II. Система ежедневного технического обслуживания Внедрение системы регулярного технического обслуживания — наиболее эффективный способ продлить срок службы оборудования и предотвратить внезапные неисправности.Основные сведения на неделю – Смазка и техническое обслуживаниеНаправляющая втулка — это деталь, обеспечивающая точное перемещение кирпичного станка вверх и вниз. Смазывайте её не реже одного раза в неделю, чтобы обеспечить плавное движение и уменьшить износ. Также проверяйте чистоту и смазку всех движущихся частей, включая подшипники, направляющие колонны и зубчатые рейки.Каждые 2-3 месяца – замена масла в виброблоке.Вибрационный блок является сердцем кирпичного завода, и качество его смазочного масла напрямую влияет на эффективность вибрации и срок службы оборудования. В нормальных условиях смазочное масло в вибрационном блоке следует полностью менять каждые 2-3 месяца. Смазочное масло расходуется в процессе ежедневной эксплуатации и должно своевременно пополняться; уровень масла должен поддерживаться в пределах 30-40 мм. Также необходимо проверить правильность направления вращения гидравлического двигателя, сверив его с маркировкой оборудования. Неправильное направление может привести к серьезным повреждениям вибрационной системы.Проверка ремней и болтовПриводные ремни на всей машине следует регулярно проверять. При обнаружении износа, проскальзывания или ослабления их необходимо незамедлительно отрегулировать или заменить, чтобы предотвратить отказ передачи мощности из-за неисправности ремня. Кроме того, перед каждым запуском следует проверять затяжку всех болтов, особенно болтов крепления деталей, подверженных высокочастотной вибрации, таких как вибробокс и напорная головка; ослабленные болты могут вызвать цепную реакцию повреждений. III. Меры предосторожности при эксплуатации оборудованияСтандартизированная работа — это первая линия защиты от неисправностей. Ниже приведены ключевые моменты, которым следует следовать при ежедневной эксплуатации:1. Перед запуском станка убедитесь в исправности электропитания, затяжке всех болтов и смазке всех точек смазки.2. Проверьте уровень гидравлического масла, температуру масла и работу системы охлаждения.3. В начале работы включите манометр, чтобы проверить, соответствует ли рабочее давление стандарту.4. Убедитесь, что уровень масла в вибраторе находится в пределах 30-40 мм, и подтвердите, что направление вращения гидравлического двигателя соответствует указанному направлению.5. Поддерживайте все движущиеся части машины в чистоте и смазывайте их, уделяя особое внимание подшипникам, направляющим колоннам и зубчатым рейкам.6. Ремень необходимо регулярно проверять. При износе, проскальзывании или ослаблении его следует незамедлительно заменить или отрегулировать.7. В процессе производства обращайте внимание на материал, прилипший к прижимной плите. При необходимости остановите машину для очистки, чтобы избежать ухудшения качества кирпичных заготовок.8. Строго соблюдайте требования к смазке оборудования. Незамедлительно доливайте смазочное масло в вибратор по мере его расхода.9. При заклинивании оборудования сначала выключите масляный насос, прежде чем приступать к поиску неисправности. Никогда не применяйте силу при работе.10. После каждого рабочего дня очищайте и высушивайте машину, наносите смазочное масло и никогда не мойте оборудование водой. IV. Диагностика неисправностей и удаленная поддержкаСовременные системы управления кирпичными станками Оборудование оснащено функциями автоматического отображения неисправностей. Во время производства, пожалуйста, перейдите на экран отображения результатов. При возникновении неисправности на этом экране отобразится всплывающее окно с указанием места неисправности и способами ее устранения. Пользователи могут попытаться устранить неисправность самостоятельно, следуя подсказкам. Если проблема сохраняется, обратитесь к производителю оборудования за удаленной технической поддержкой. Никогда не запускайте оборудование принудительно, если неисправность неясна, так как это может привести к тому, что небольшая проблема перерастет в серьезную неисправность. V. Список расходных деталей и рекомендации по их хранению.Кирпичные станки имеют множество расходных деталей. Заранее поддерживая разумный запас запасных частей, можно сократить время простоя с «нескольких дней» до «нескольких часов» в случае неисправности. Ниже приведено краткое описание основных расходных деталей для каждой системы:Основной узел: болт с прижимной головкой, пружинная форма 20, винт для корпуса формы.Компоненты, снижающие вибрацию: резиновые прокладки, ребристые сальники.Компоненты тележки для материалов: ось тележки для материалов, поворотный рычаг, вилка для перемешивания, штифт для перемешивания, подшипники тележки для материалов, проволочная щетка.Компоненты гидравлической станции: одноступенчатый пропорциональный клапан, распределительный клапан, сальники цилиндров.Компоненты электрического управления: небольшие реле, датчики, фотоэлектрические датчики, кнопки с подсветкой, аварийные выключатели.Рекомендации по запасным частям: Держите под рукой 2-3 комплекта компонентов электрического управления, таких как датчики, фотоэлектрические датчики, небольшие реле и аварийные выключатели, поскольку частота их отказов высока, а повреждение делает оборудование неработоспособным. Рекомендуется иметь по 2 комплекта каждого из уплотнительных компонентов, таких как сальники цилиндров, резиновые прокладки и ребристые сальники, поскольку старение и протечки серьезно повлияют на производительность оборудования. Держите по 2-3 комплекта каждого из легко изнашиваемых механических деталей, таких как болты нажимной головки, оси тележек с материалами и вилы для мешалок; они недороги, но требуют частой замены при повреждении. VI. ЗаключениеОн Техническое обслуживание и ремонт оборудования для производства кирпича. В конечном итоге все сводится к трем вещам: профилактика прежде всего, своевременная проверка и наличие запасных частей. Неисправности датчиков и отклонения параметров часто являются первыми признаками срабатывания системной сигнализации или отклонений в качестве продукции, что требует от операторов базовых навыков принятия решений. Еженедельная смазка, ежеквартальная замена масла и ежедневная очистка — эти, казалось бы, утомительные ежедневные задачи являются наиболее эффективными способами предотвращения внезапных простоев.Для предприятий по производству кирпича, вместо того чтобы с тревогой ждать ремонта после поломки оборудования, лучше потратить дополнительные десять минут на ежедневную проверку и пополнение запасов нескольких критически важных запасных частей. Хорошо обслуживаемое кирпичное оборудование — это не только гарантия эффективности производства, но и краеугольный камень стабильного качества продукции.Более подробную информацию вы найдете на нашем сайте:https://www.yxbrickequipment.com
ЧИТАТЬ ДАЛЕЕ